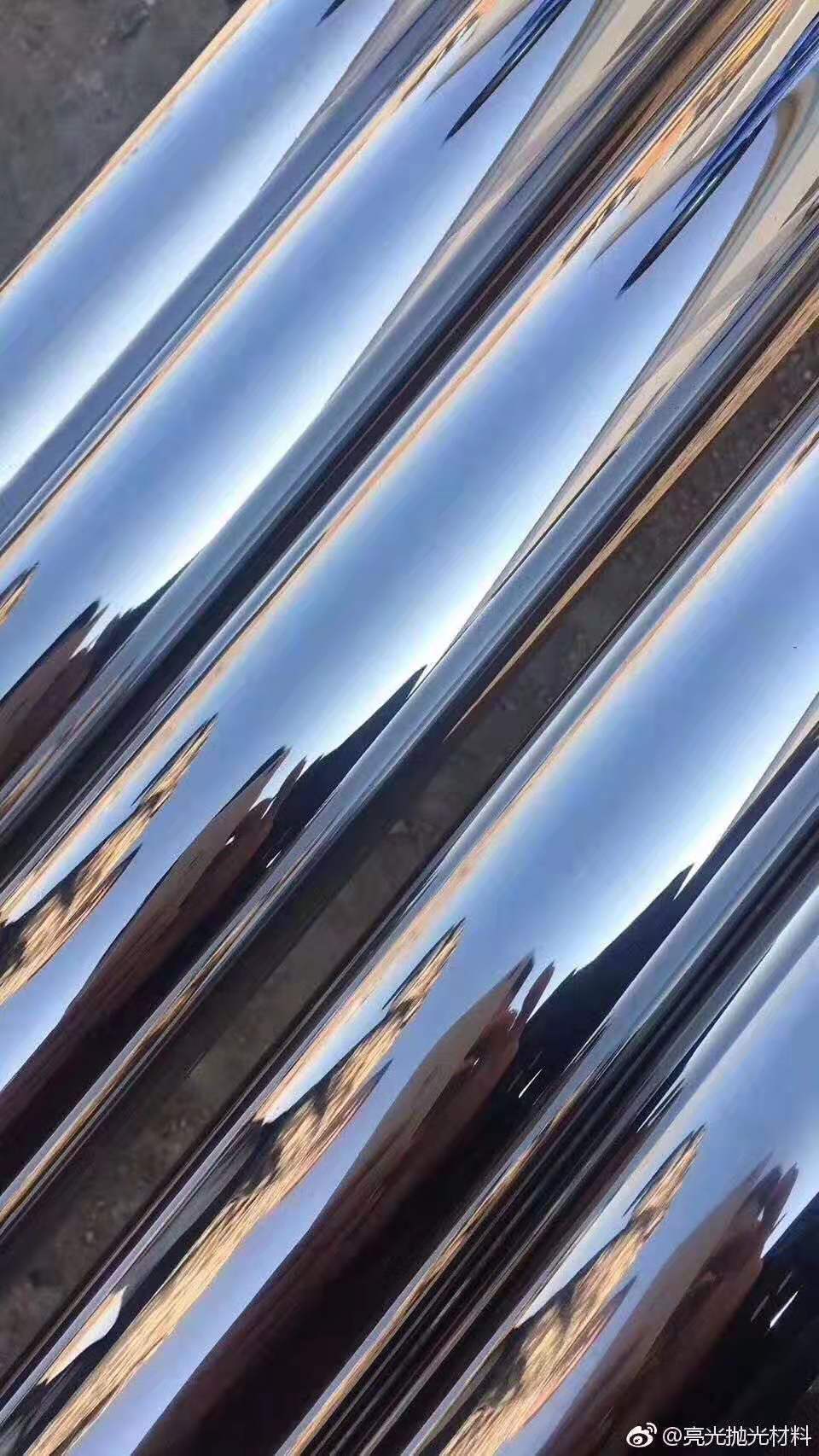
304无缝管电解抛光的原理
电解抛光主要是靠阳极电极溶解过程和表面磷酸盐膜共同作用 的结果。从阳极溶解下来的金属离子与抛光液中的磷酸形成溶解度 小、黏性大、扩散速度小的磷酸盐,并慢慢地积累在阳极附近,粘接在 阳极表面,形成了黏滞性较大的电解液层。密度大、导电能力差的黏 膜在微观表面上分布不均匀,从而影响了电流密度在阳极上的分很明显,黏膜在微观凸起处比凹洼处的厚度小,使凸起处电流密度较 高而溶解速度较快。随着黏膜的流动,凸凹位置的不断变换,粗糙表 面被逐渐整平。不锈钢表面因此被抛光达到高度光洁和光泽的外观。
由此可见,溶液浓度和黏度是电解抛光的重要因素,特别是溶液 的黏度。往往表现在新配的抛光溶液,虽然成分和浓度达到了要求, 但由于黏度尚未达到要求也抛不出光亮的表面,只有在经过一段时 间的电解后方能使抛光达到良好状态。特别是溶液与零件的界面浓 度和黏度,在抛光中起着重要作用。这就是为什么要求工件在进入抛 光液前表面水膜要均匀,否则会由于工件表面带水膜的不均匀性,破 坏了黏膜的正常生成,发生局部过腐蚀现象。水洗后的工件最好甩干 或烘干后,立即迅速下槽,通电抛光,方可避免由于表面水膜不均匀, 发生局部过腐蚀现象。
电解抛光还不能完全取代机械抛光。这是因为电解抛光只是对 金属表面起微观整平作用,如果粗糙表面也采用电解抛光,那是非常 不经济的,宏观的整平还是要靠机械抛光。 电解抛光对材料化学成分的不均匀性和显微偏析特别敏感,会 在金属基体和非金属夹杂物之间发生剧烈侵蚀作用。有时候,不良的 冶金状态,金属晶粒结构尺寸的不均匀性,轧制的痕迹,盐类或氧化